ELECTROSPINNING: AN INTRODUCTION
Electrospinning is the process where micro/nano fibers are drawn from a polymer solution or melt using using high voltage. The charged polymers are stretched and drawn by the electrostatic field from a metallic extruder to a target surface where the fibers are collected. The diagram below shows the basic layout of an electrospinning setup, consisting of a solution container (like a syringe), electrically charged nozzle, and a grounded target plate. There are several stages, including the formation of a Taylor cone, stability, and instability zone:

Electrospinning enjoys a wide variety of uses, from advanced textiles, to materials science, and medicine. The fibers can be spun as mats, collected on three-dimensional rotating collectors, and further twisted ad spun into more complex strands and ropes. A wide range of materials can also be used for electrospinning, from carbon fibers to numerous types of plastics and polymers.
Normally a basic system involves a solution syringe which requires a precise low-speed feeder to slowly feed solution out of the nozzle. Other methods include directly drawing fibers from large baths or melts. These often require special solutions, chemicals, or polymers. However, a very simple and cheap way to experiment with electrospinning at home with minimal materials is polymer melt electrospinning with a common hot glue gun. By using melted hot glue as the melt polymer, continuous electrospun fibers can be produced down to several tens of micrometers. This simple experiment can be used to explore the basic principles of electrospinning, while allowing for the experimenter to look at multiple collection techniques and ways to optimize fiber diameter and consistency. In addition, some unique properties of electrospun fibers can be observed, such as high-surface area induced super-hydrophobicity. These techniques can be further adapted to other simple setups, such as electrospinning stronger polymers from 3D printer nozzles.
The following three experiments will explore several different collection methods for electrospun fibers,as well as compare the results, and show how fiber consistency and diameter can be optimized with more complex collection methods.
I. EXPERIMENT 1: BASIC ELECTROSPINNING
For the first experiment, a simple static target system is set up. The system consists of a hot glue gun with the metal extruder grounded (for safety), and a target consisting of an acrylic support block with a strip of aluminum foil connected to the high voltage power supply, and a sheet of wax paper over the aluminum foil to collect the deposited fibers. Depending on the voltage applied, as well as the glue used, different distances will have to be tried experimentally to get minimized fiber diameters. Below is a basic diagram of the setup:
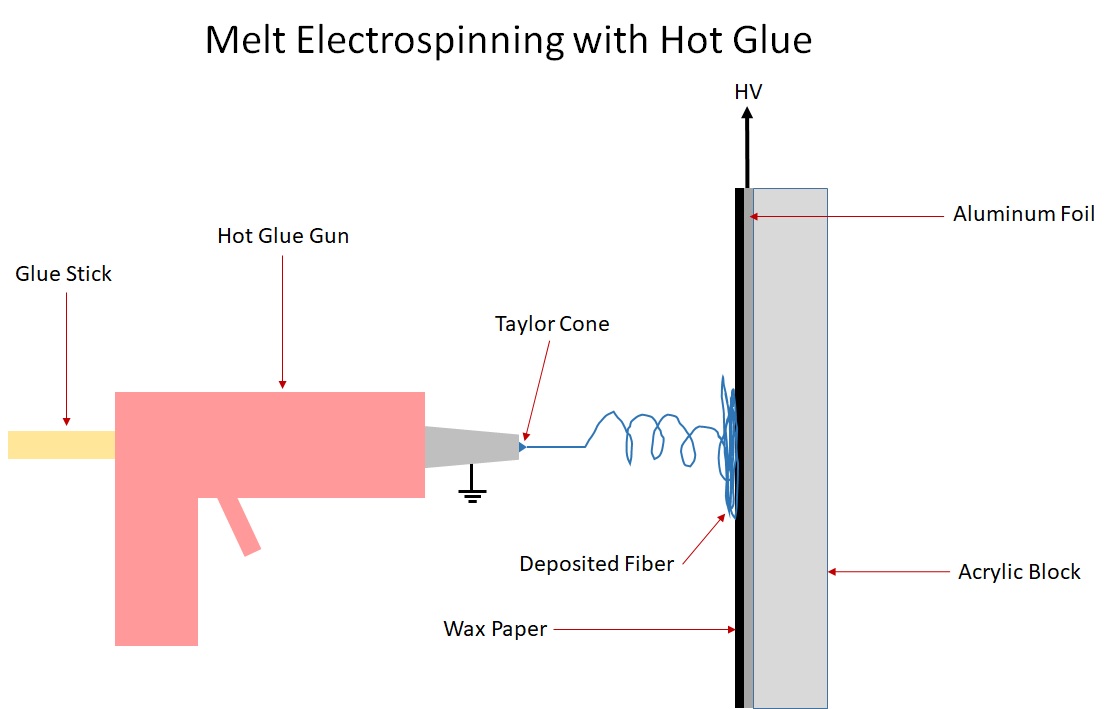
For this experiment, a high voltage supply at 10kv DC was made using a simple 5kv high voltage transformer and a 2 stage Cockcroft-Walton voltage multiplier. Current limiting resistors should be applied for safety. These were just the parts I had lying around for ease and cost, but any low-current high voltage power supply 5kv or higher should work. Due to the high weight and viscosity of the hot glue, the fiber will not be able to move or stretch on its own with just the applied voltage, so the drawing distance will be relatively short.
A few interesting things to note. First, is the formation of a very nice and defined tiny Taylor cone at the output nozzle of the hot glue gun. In addition, due to the viscosity of the hot glue, the high weight of the fiber, short distance, and relatively low voltage applied, there isn’t a real defined instability or stability zone as seen with more conventional polymer solution electrospinning. Finally, we can see an interesting behavior of the fiber as it is extruded from the nozzle, in that the fiber exhibits a slow self-coiling effect as it is deposited on the surface of the wax paper. As we increase the distance, the resulting fiber is stretched further, and can be drawn even thinner. This next video show the thinner fiber being drawn at a more optimal distance, resulting in a much thinner fiber. Due to the thinner fiber, and resulting lower fiber weight, the fiber now spirals around at a higher rate than the previous example.
Let’s now examine some pictures of the resulting fiber mat. During the process, to optimize the fiber drawing, a bead of glue was first extruded, then the hot glue gun shifted over to the side for the first fiber mat, then shifted over and back a bit to further decrease fiber size. The resulting deposit from this test looks like this:
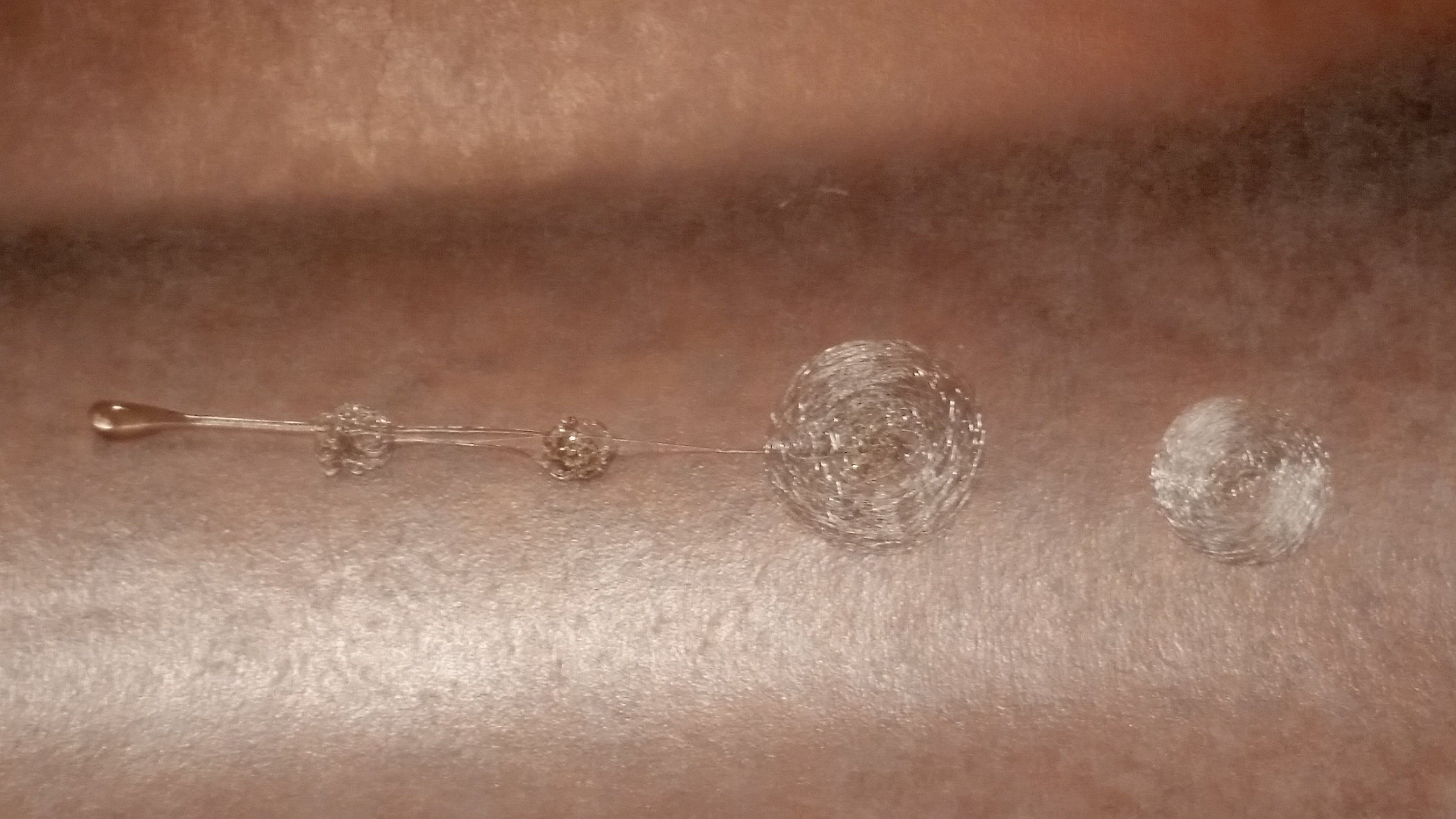
Just from this simple process, we can see a massive difference in the resulting diameter of the produced fibers. Zooming in on the thinnest fiber mat:

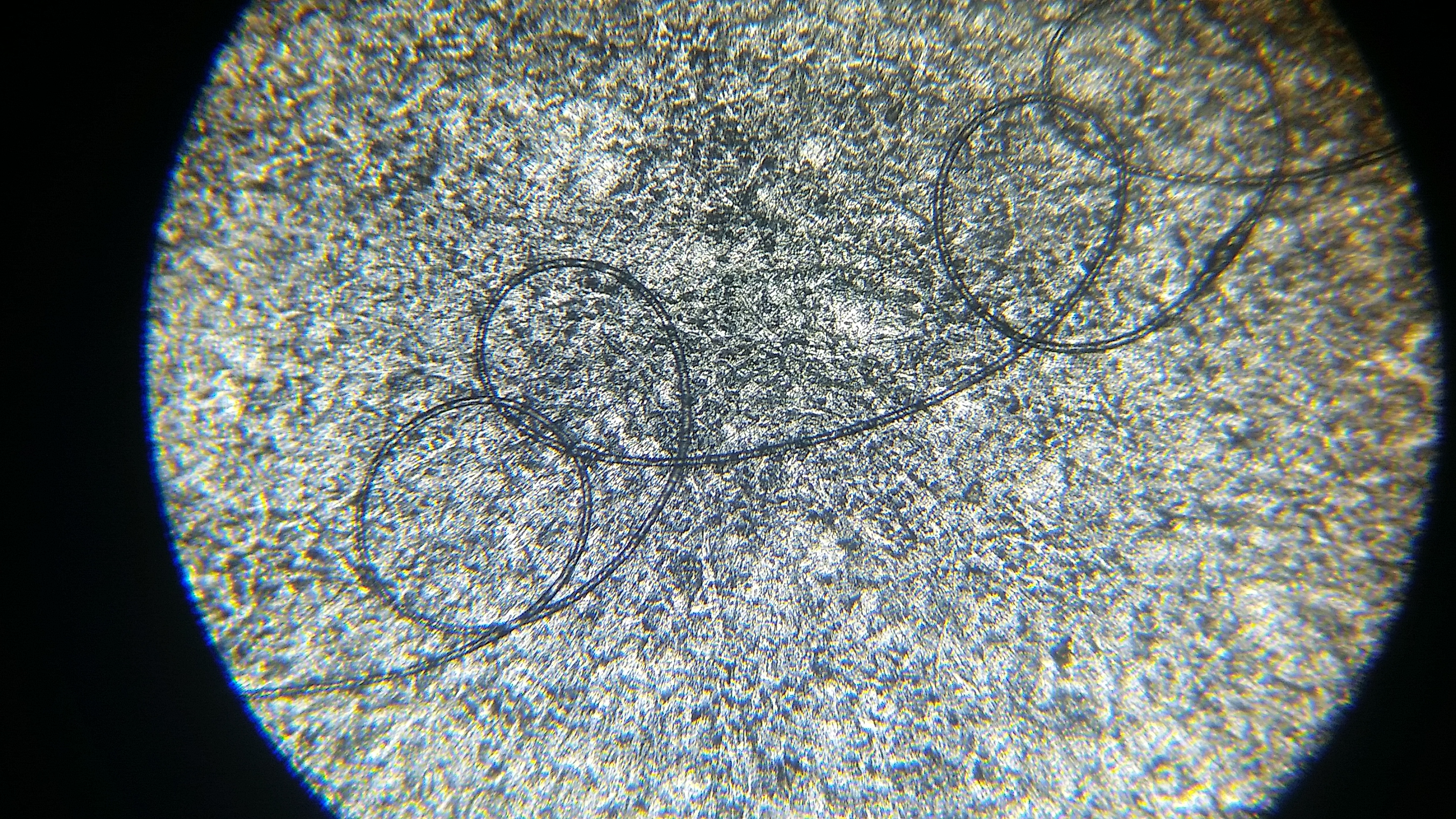
Finally, under a cheap light microscope (purchased for about $20 on Amazon – very cheap yet still an incredibly effective tool!), we can better observe the resulting fiber structure more closely:
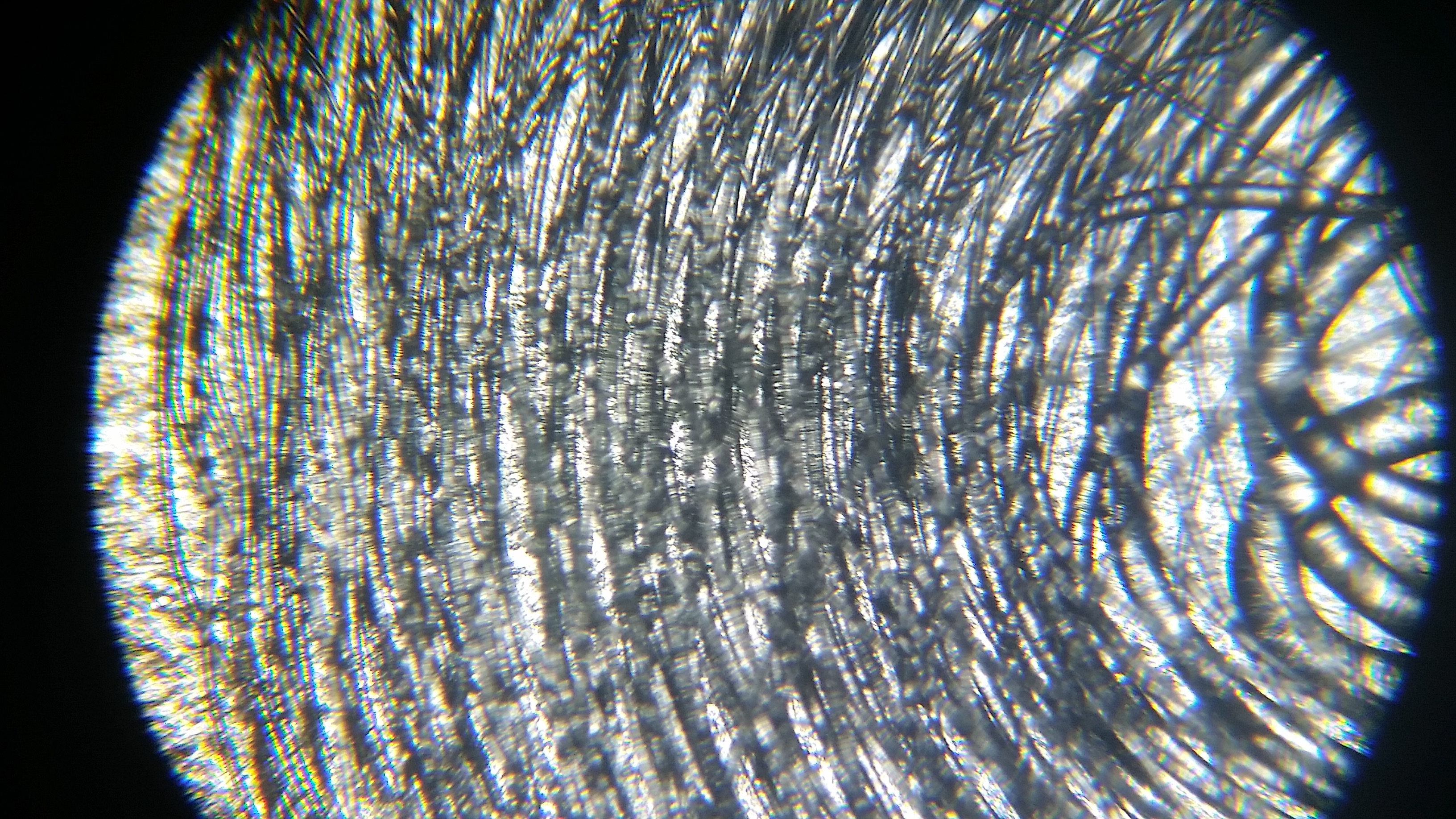
As can be seen from the microscopic view, the resulting fibers in the mat are nicely coiled. However, the fiber size is not uniform, resulting in a very thick fiber in the center, and getting progressively thinner as it coils out towards the edges. To get more uniform fibers, fibers can be drawn through mechanical means at a certain rate. This process can be used to produce even diameter continuous fibers. By adjusting the voltage, spacing, and drawing rate, we can effectively control the resulting fiber diameters to a much better degree of precision.
II. EXPERIMENT 2: MECHANICALLY DRAWN ELECTROSPINNING
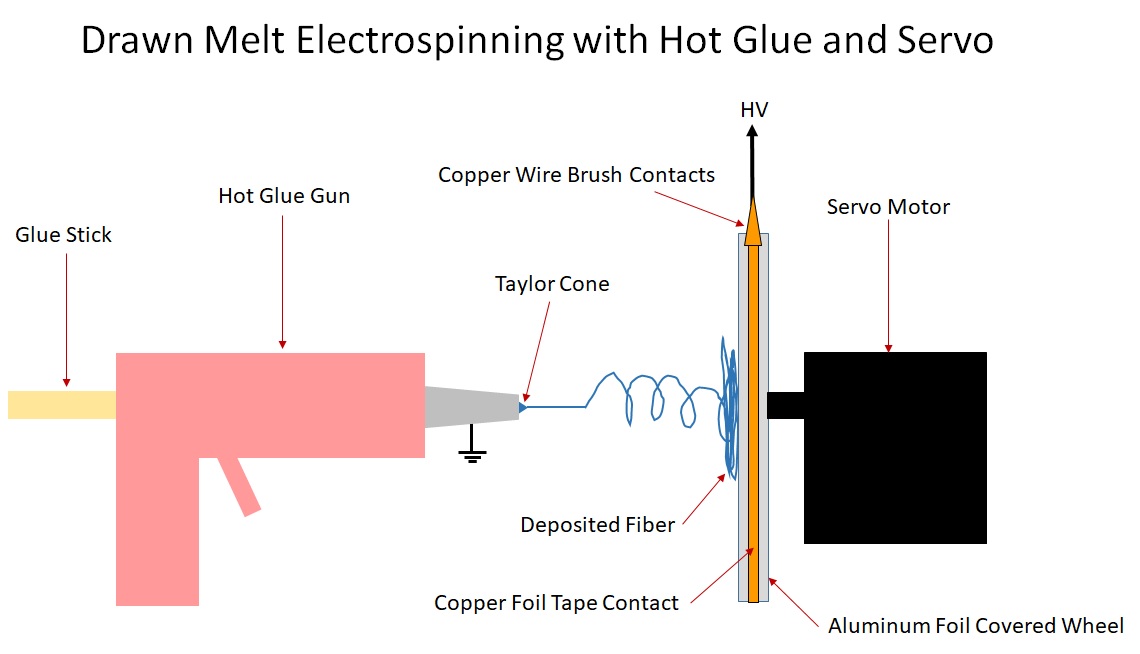
To get more uniform fiber diameters, let’s move on to a mechanically drawn system. In this setup, the collector plate is now replaced by a rotating wheel using a servo. The plastic servo wheel is covered with aluminum foil. Copper foil tape is placed along the edge for a smooth contact surface. Finally, thin stranded wire is used as a contactor brush to transfer the high voltage DC to the wheel. This will effectively allow the rotating wheel to be charged to high voltage while keeping the hot glue gun extruder at ground. The basic diagram is shown below:
The hot glue gun is not centered on the wheel, but offset so the extruded fiber collects towards the outer edge of the wheel. By varying the speed of the motor, the resulting fiber diameter can be controlled. Here are some of the resulting fibers viewed under a microscope:
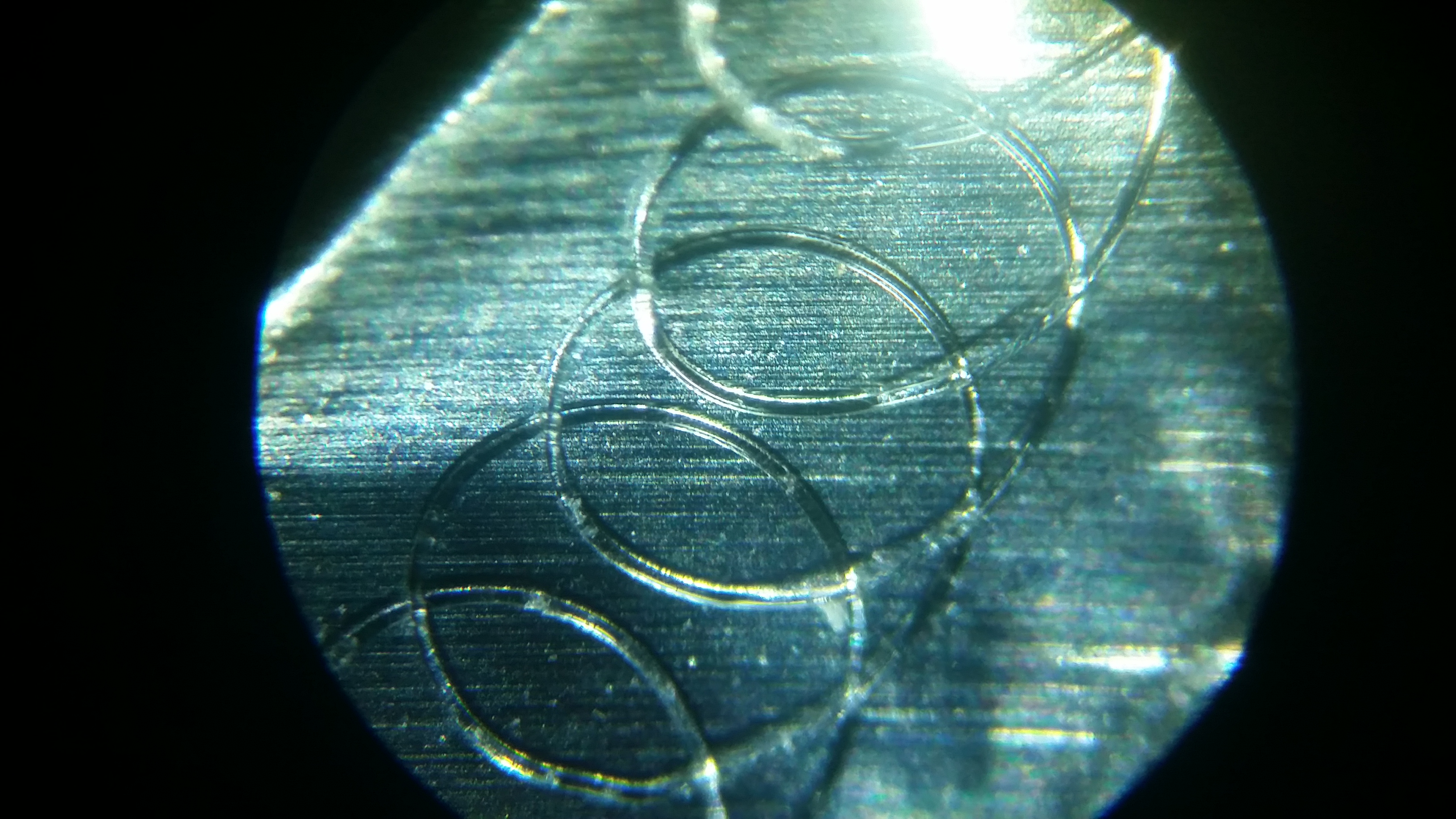
From left to right, the speed of the servo motor has been slightly increased. It is also very interesting to note that the fiber still exhibits the same self-coiling behavior as in the first experiment with the non-moving collector. However, since we are drawing the fiber along the edge of the disk, the coil is now spread out. With increasing speed, the resulting fiber gets thinner and more uniform. For the first example, since the motor is rotating at slow speed, the repeating coil structure is still relatively close. Fiber diameter is still quite large, and of very poor quality. By increasing the speed, we can get a thinner, and more uniform fiber. Finally, with a slightly faster speed, we can draw an even thinner and more uniform fiber. At this speed the self coiling is not as consistent as the first two example, but the resulting fiber is noticeably thinner and more uniform as a result.
With the fragility of the hot glue, the resulting electrospun fibers can only be drawn so far continuously before breaking. In the next example, we explore how to take this particular polymer down to its limits, by employing a gravity-assisted drawing with a charged water bath solution to collect the fibers.
III. EXPERIMENT 3: WATER BATH ELECTROSPINNING
In the previous example, we were able to electrospin some very consistent fibers with the aid of mechanical drawing. However, there was still a limit to the ultimate fiber diameter. In order to decrease the diameter further with this particularly fragile polymer, the process is aided with gravity as well as a charged water bath to produce very thin and uniform fibers down to several tens of micrometers. The diagram of this experimental setup is shown below:
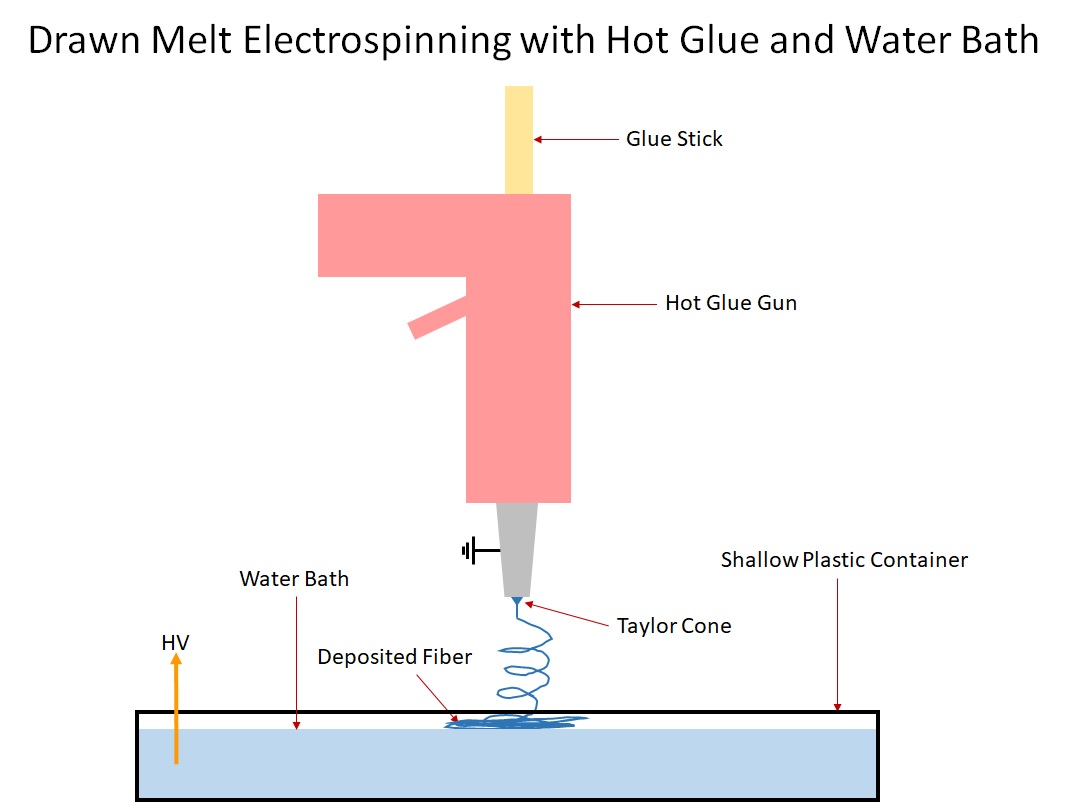
By using gravity to help draw the fibers longer than they could be drawn horizontally, the fibers are less stressed, and can withstand being drawn to a much thinner diameter. By extruding the fibers into a water bath, the fibers collect on the surface of the water, and result in very uniform diameters. A short video demonstrates this process:
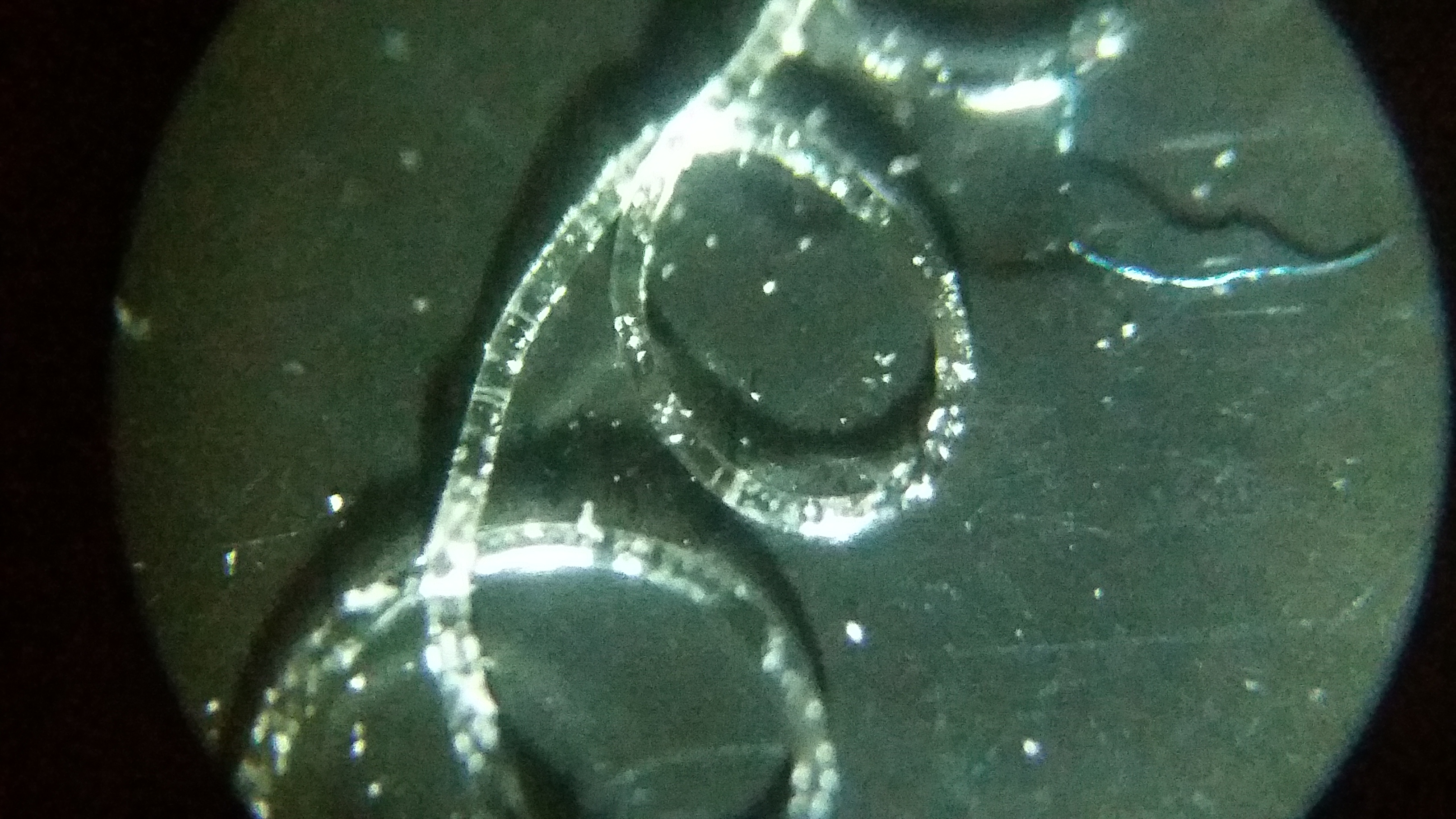
Note that like the previous two experiments, the fiber exhibits a self-coiling effect as it collects on the surface of the water. For size reference, single fibers were carefully taken from the water bath after electrospinning, and placed under the microscope next to dyed silk fibers from a silk thread. Silk fibers, used in the production of silk textiles, come from the Bombyx mori, or the silkworm, and are on average around 13 micrometers in diameter, with a unique rounded triangular cross-section. The resulting fibers can be seen below:

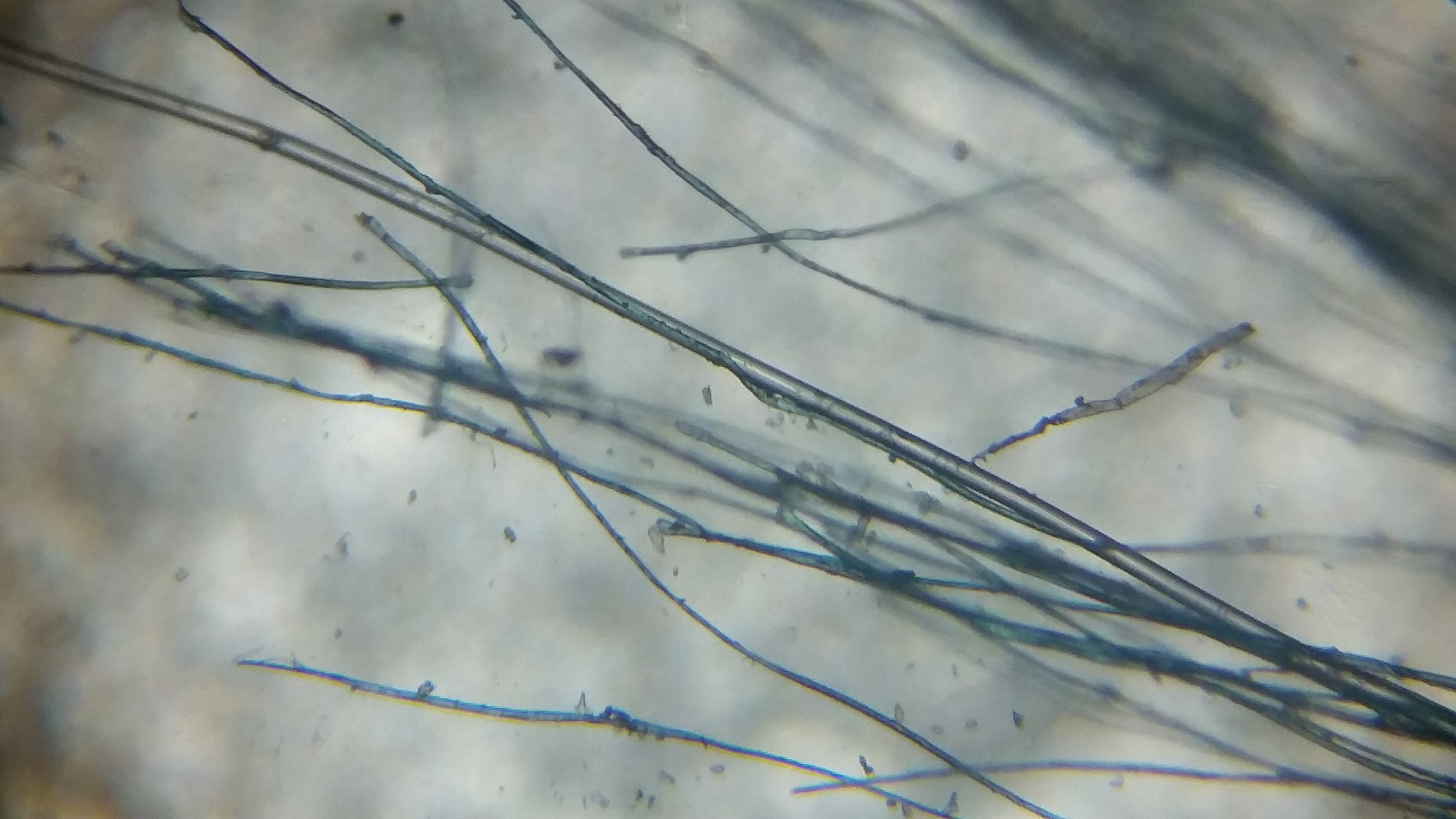
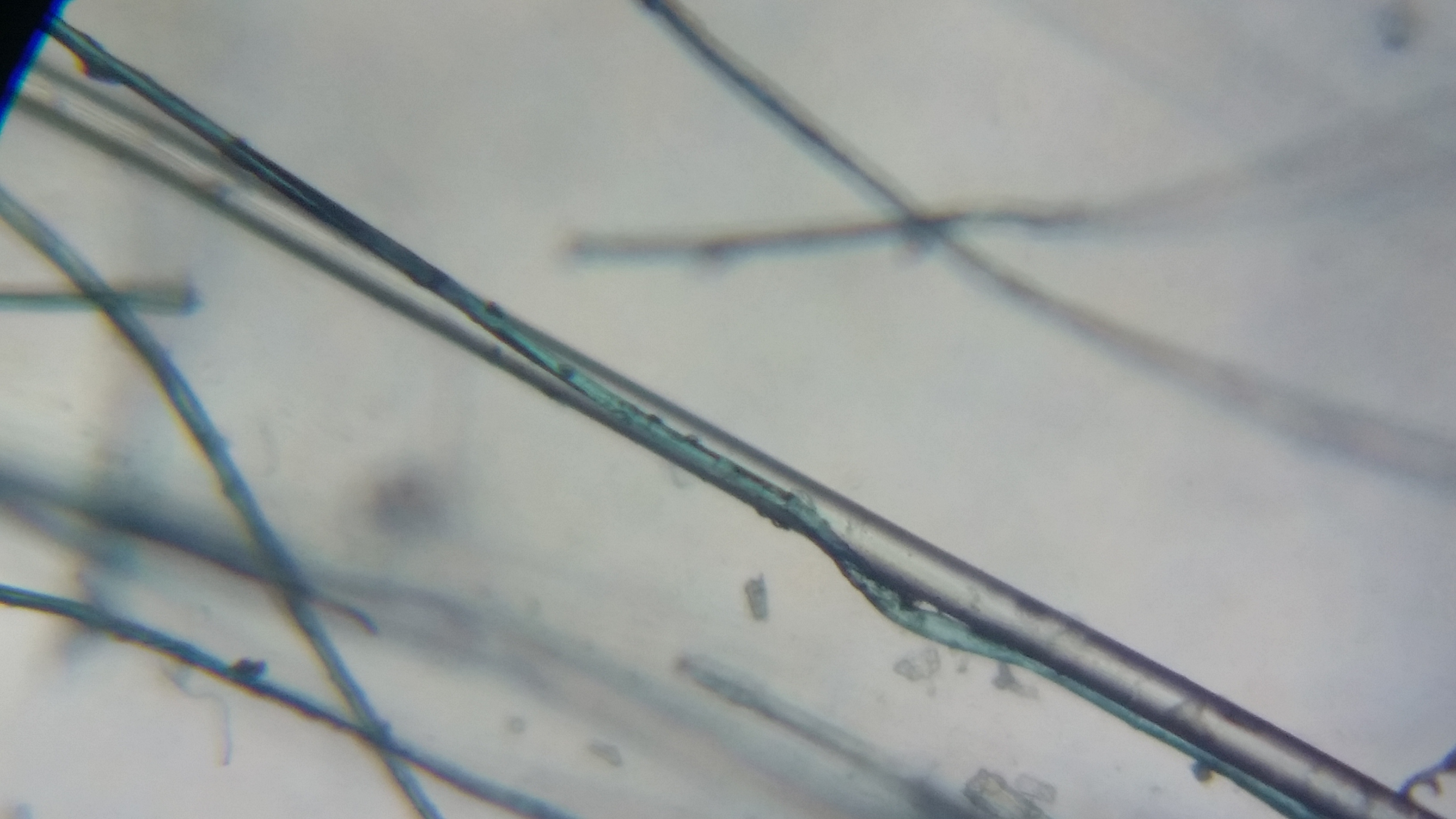
In the first photo on the left, a single length of fiber is viewed under the microscope. This fiber exhibits the most uniform diameter from all three experimental methods. The next two photos compare the size of the electrospun hot glue fiber with the silk fibers. The fiber is around 3 times the diameter of the silk, for an average diameter of around 30-40 micrometers, which was about the thinnest that was achieved for all three experiments.
An interesting property that can be observed from these fibers is apparent hydrophobicity to water. This can be observed by looking at how the fibers behave and collect in the water bath. If we take a clump of these thin electrospun fibers, and perform a simple water drop test to look at contact angle, we can also observe a very interesting super-hydrophobic behavior. The photo below shows a water drop contact angle test between the thin electrospun fiber mat and a sheet of standard wax paper.
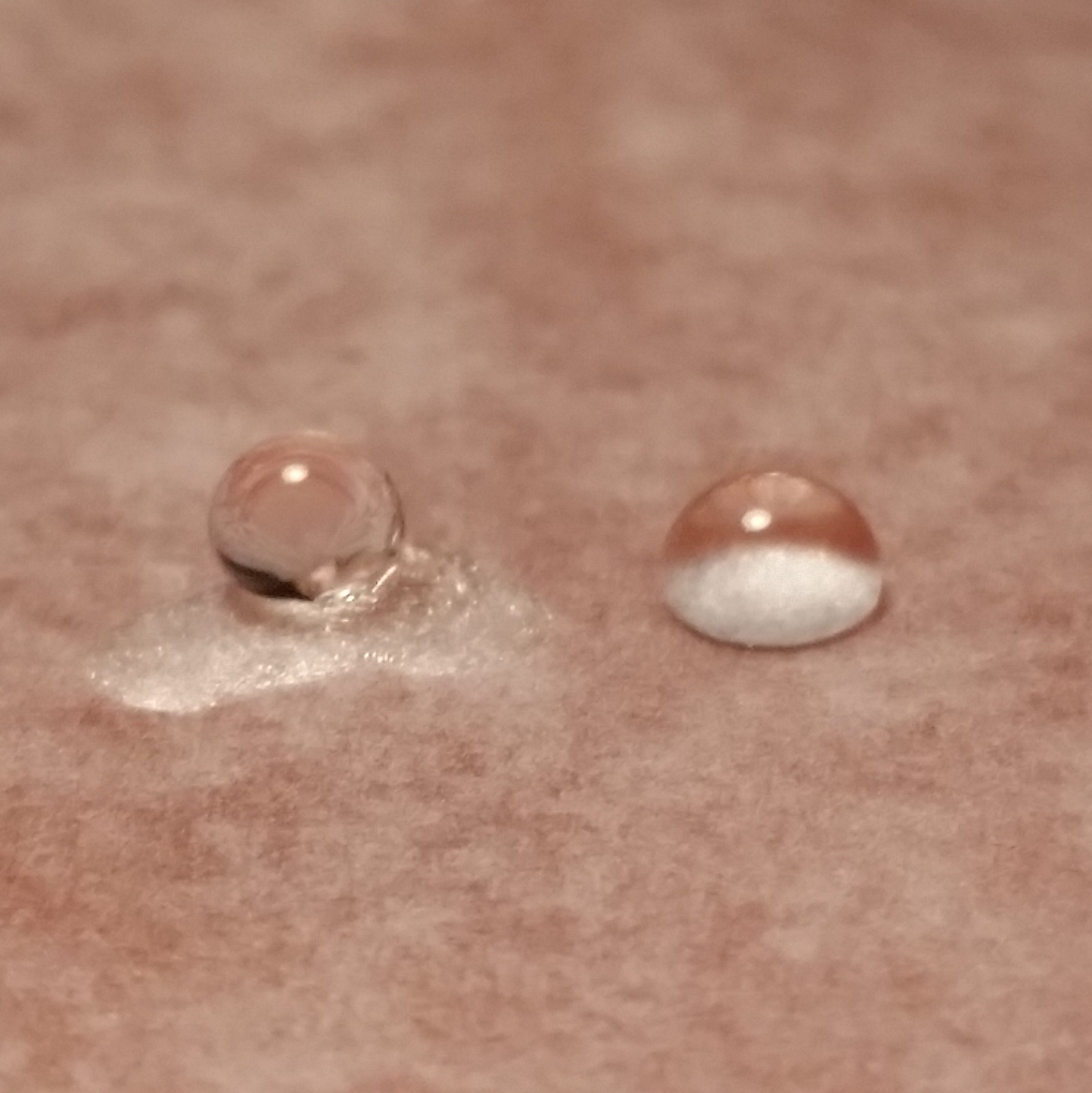
As can be seen in the photo above, the water drop on the left, on the electrospun mat, has a very high contact angle, and almost perfect spherical shape. The water drop on the right, located on the wax paper surface, has a much lower contact angle, and a more flattened water drop shape.
CONCLUSION
Three simple and extremely cheap experiments were presented looking at simple methods of exploring electrospinning using a hot glue gun and high voltage power supply. Different collectors and drawing methods were compared, showing increased fiber uniformity and decreased fiber diameter with more sophisticated methods. This simple experiment can be further adapted and evolved into more sophisticated electrospinning and fiber drawing techniques with other polymers and solutions, including 3D printer extruders.